电火花加工适用于精密小型腔、窄缝、沟槽、拐角等复杂部件的加工。当刀具难于够到复杂表面时,在需要深度切削的地方,在长径比特别高的地方,电火花加工工艺优于铣削加工。对于高技术零件的加工,铣削电极再放电可提高成功率,相比高昂贵的刀具费用相比,放电加工更合适。另外,在规定了要作电火花精加工的地方,用电火花加工来提供火花纹表面。

在高速铣加工迅速发展的今天,电火花加工发展空间受到了一定的挤压。在此同时,高速铣也给电火花加工带来了更大的技术进步。如:采用高速铣来制造电极,由于狭小区域加工的实现和高质量的表面结果,让电极的设计数量大大降低。另外用高速铣来制造电极也可以使生产效率提高到一个新的层次,并能保证电极的高精度,这样使电火花加工的精度也提高了。如果型腔的大部分加工由高速铣来完成,则电火花加工只作为辅助手段去清角修边,这样留量更均匀、更少。

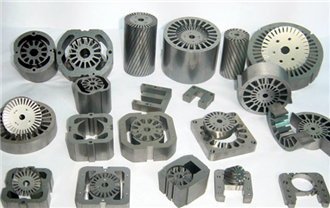
精密放电机在加工面积小于20平方厘米的情况下,可实现Ra<0.1μm的镜面电火花加工,及实现均匀一致的亚光表面及各级纹面加工。对于微细零件,如连接器,可实现清角小于0.02mm、加工精度在5μm以内的结果。机床的工艺专家系统,针对大众化的加工情况,智能生成的放电参数即可实现优异的加工结果,对于特殊、复杂零件的放电,提供了专用的工艺模块,如ic、led、连接器、大型腔、窄缝、rsm纹面等,这些优化的工艺是专家经验的集成。在机床配以快速装夹定位夹具与电极自动更换装置的情况下,即可长时间的无人化自动放电加工。
国外先进的电火花加工设备制造商有瑞士GF加工方案、日本牧野、德国OPS、日本沙迪克、日本三菱、德国艾克索、西班牙欧纳等。

 English
English 中文版
中文版